Simulación del proceso de
producción del cumeno mediante el simulador ChemCAD®
Simulation of the cumene production
process by using ChemCAD® simulator
Pérez Sánchez, Amaury1, *; Ranero
González, Elizabeth1; Pérez Sánchez, Eddy. J. 2; Liaño
Abascal, Norlem1
1- Facultad de Ciencias Aplicadas, Universidad de
Camagüey “Ignacio Agramonte Loynaz”. Carretera Circunvalación Norte, Km. 5½, e/
Camino Viejo de Nuevitas y Ave. Ignacio Agramonte, Camagüey, Cuba. CP 74650.
2 - Dirección Comercial, Empresa Servicios Automotores
S.A., Calle C, e/ Abraham Delgado y Marcial Gómez, Ciego de Ávila, Cuba.
*E-mail: amauryps@nauta.cu
Recibidio el 10 de Agosto de 2019, Aprobado el 6 de
Noviembre de 2019.
Resumen
En el presente trabajo se realizó la simulación del
proceso de producción del cumeno a partir de la alquilación del benceno con
propileno mediante el simulador ChemCAD® versión 5.2.0. Se
obtuvieron las curvas de calor de cada uno de los intercambiadores de calor de
tubo y coraza utilizados, mientras que se calculó la composición y caudal de
cada una de las corrientes involucradas en el proceso. También se efectuó un
estudio de sensibilidad con el fin de conocer la influencia de la presión de
operación del tanque flash sobre la cantidad de cumeno a obtener por la
corriente del fondo de este equipo. Se obtienen 13 403,54 kg/h de cumeno por el tope de
la segunda columna de destilación (columna de cumeno), con una pureza del 98,6
%, siendo el benceno (1,2 %) la principal impureza encontrada en esta
corriente. El tanque flash deberá operar a una presión de 7 atm para obtener el
mayor rendimiento de cumeno en este equipo.
Palabras
claves: Análisis de sensibilidad; ChemCAD®; Cumeno; Rendimiento; Simulación.
Abstract
In the present work, the
simulation of the cumene production process was carried out from the benzene
alkylation with propylene by using the ChemCAD® simulator version
5.2.0. Heat curves of each shell and tube heat exchanger were obtained. At the
same time, the composition and mass flowrate of each stream involved in the
process were calculated. A sensitivity study was also carried out in order to
know the influence of the flash vessel operating pressure on the amount of
cumene to be obtained by the stream at the bottom of this equipment. 13 403.54
kg/h of cumene are obtained at the top stream of the second distillation column
(cumene column), with a purity of 98.6%, being benzene (1.2 %) the main
impurity found in this stream. The flash vessel must operate at a pressure of 7
atm to obtain the best yield of cumene in this equipment.
Keywords: Sensitivity
analysis; ChemCAD®; Cumene; Yield; Simulation.
Introducción
El cumeno es un compuesto químico importante que se
utiliza fundamentalmente como intermediario en la fabricación de fenol, acetona
y α-metilestireno [1]. En la actualidad el cumeno es producido
mediante la alquilación del benceno con propileno utilizando un catalizador
ácido como el cloruro de aluminio, trifluoruro de boro, ácido fosfórico,
fluoruro de hidrógeno o zeolitas [2]. También se ha reportado la utilización de un catalizador de Ni/γ-Al2O3
en un reactor de lecho fijo [3]
y el empleo de bentonita con pilares de aluminio intercambiada con cationes K+,
La3+ y Al3+ [4]. El cumeno se puede obtener además
a partir de la hidroalquilación del benceno con acetona utilizando
catalizadores bifuncionales conteniendo un sistema binario de óxido de
cobre-cromito de cobre como el componente hidrogenado, y zeolita BEA, MOR, FAU
o MFI como el componente de alquilación [5], así como también a partir de la
lignina a partir de un proceso de tres etapas en el cual se incluye la pirolisis
catalítica de la lignina para obtener una mezcla de compuestos aromáticos,
seguido de la desalquilación de estos compuestos aromáticos para obtener una
mezcla de compuestos aromáticos ricos en benceno, y la posterior transformación
de estos últimos compuestos en cumeno a través de reacciones en fase líquida
utilizando catalizadores líquidos iónicos [6].
El
proceso de producción del cumeno a través de la alquilación del benceno con
propileno ha sido estudiado por varios autores. En este sentido, Luyben [7] llevó
a cabo un diseño económicamente óptimo de una planta de producción de cumeno
considerando costos capitales, costos de la energía y costos de las materias
primas, para desarrollar una estructura de control a escala de planta
industrial capaz de manejar, de forma efectiva, posibles alteraciones en la
tasa de producción. En otro estudio, Norouzi y col. [8] demostraron la validez
de la aplicación del Método de Superficie de Respuesta para efectuar la
optimización de las condiciones operacionales del proceso de producción del
cumeno a escala industrial, asi como también efectuaron la introducción de un
procedimientos por pasos para encontrar las mejores condiciones de operación
con mayor atracción desde el punto de vista económico. También Gera y col. [9] aplicaron
el procedimiento de diseño de control a escala de planta planteado por
Skogestad [10] al proceso de producción del cumeno, utilizando un análisis en
estado estacionario “fluctuante” para seleccionar las variables controladas
primarias “auto-optimizadas” las cuales, al mantenerse constantes, conducen a
pérdidas económicas aceptables sin necesidad de re-optimizar el proceso cuando
ocurran alteraciones. Por último, Mahapatra [2] simuló el proceso de producción
del cumeno mediante el simulador Aspen Plus®, obteniendo los
resultados de balance de masa y energía de cada una de las corriente que
intervienen en el proceso.
La
simulación de procesos asistida por computadora se ha convertido en una
herramienta estándar para planificar, optimizar, diseñar y evaluar procesos
químicos. Involucra usualmente la preparación de un diagrama de flujo de
proceso, la solución de los balances de masa y energía basados en la estimación
de parámetros suministrados por el usuario, la estimación del costo total y el
análisis de sensibilidad ante cambios en las suposiciones iniciales realizadas.
La simulación de procesos proporciona un enlace entre el descubrimiento de un
compuesto químico novedoso y las etapas iniciales del desarrollo de procesos,
guiando esfuerzos para optimizar el proceso de fabricación de forma expedita.
Resulta particularmente efectivo cuando se emplea en las etapas tempranas del
desarrollo del proceso [11].
Los
simuladores de procesos ofrecen la oportunidad de reducir el tiempo requerido
para el desarrollo del sistema o proceso bajo estudio. Permiten comparar
alternativas de proceso sobre una base consistente para que puedan sintetizarse
y analizarse un gran número de ideas de forma interactiva en un corto período
de tiempo [12]. Entre los simuladores más utilizados en la actualidad se
encuentra el ChemCAD®, el cual ha sido empleado para simular
diferentes procesos productivos, entre los cuales se encuentran la fabricación
de acetaldehído [13]; biodiesel [14];
ácido monocloroacético [15]; epiclorohidrina [16]; deshidratación del
propanol [17]; estireno [18] y ácido acrílico [19].
En
el presente trabajo se lleva a cabo la simulación del proceso de producción de
cumeno a partir de la alquilación del benceno con propileno utilizando el
simulador ChemCAD® versión 5.2.0 [20], con el objetivo de conocer la
composición másica de cada una de las corrientes involucradas en el proceso
productivo, los principales parámetros de diseño de los equipos utilizados y el
caudal requerido de los diferentes servicios auxiliares consumidos (vapor de agua,
agua de enfriamiento, etc.) También se efectúa un estudio de sensibilidad para
determinar la influencia de la presión de operación del tanque flash sobre la
cantidad de cumeno a obtener por la corriente del fondo de este equipo.
Materiales
y métodos
Propiedades
físicas del cumeno
El
cumeno
[iso-propilbenceno; 2-fenilpropano; (1-metiletil)benceno] presenta las
propiedades físico-químicas que se muestran en la Tabla 1 [21]:
Tabla 1. Propiedades
físico-químicas más importantes del cumeno.
|
Propiedad |
Valor |
|
Fórmula molecular |
C9H12,
C6H5CH(CH3)2 |
|
Peso molecular |
120,191 |
|
Punto de fusión |
- 96,02 ºC |
|
Punto de ebullición |
152,41 ºC |
|
Densidad a 20 ºC |
0,8618 g/cm3 |
|
Volumen molar a 20 ºC |
139,5 |
|
Entalpía de vaporización |
37,53 kJ/mol |
|
Entalpía de fusión |
7,32 kJ/mol |
|
Solubilidad en agua (15 – 80
ºC) |
56 g/m3 |
Descripción
del proceso de producción
La Figura 1 muestra el diagrama
de flujo del proceso de producción del cumeno. El benceno es alimentado al
proceso con un caudal másico de 10 545,39 kg/h, y a 25 ºC de temperatura y 1,3 atm
de presión. A continuación es enviado hacia un tanque de mezclado, en donde se
mezcla con una corriente de reciclo (39,6 ºC, 1,28 atm) proveniente del tope de
la primera columna de destilación (columna de benceno), la cual contiene
fundamentalmente benceno, con trazas de cumeno, propileno y propano. El benceno reciclado
incrementa la relación benceno/propileno en el reactor y consecuentemente
minimiza la producción de di-isopropilbenceno (DIPB). A continuación, a la
mezcla obtenida a la salida del tanque de mezclado se le incrementa la presión
hasta alcanzar las 31 atm, y es mezclada con una corriente de propileno (6
749,08 kg/h), la cual se encuentra a 27 ºC y 31 atm, y contiene trazas de
propano (5,0 % m/m). En este proceso se emplea una relación másica benceno/propileno
de 2:1. La mezcla resultante obtenida es precalentada en un intercambiador de
tubo y coraza, hasta alcanzar una temperatura de 232 ºC, para luego ser enviada
hacia un calentador quemador, en donde se le incrementa la temperatura hasta
alcanzar los 350 ºC. La mezcla gaseosa calentada es enviada luego hacia el
reactor, el cual es del tipo tubo y coraza y contiene ácido fosfórico como
catalizador ácido soportado en diatomita. En este equipo ocurren las reacciones
exotérmicas de transformación de los reactantes en productos, requiriéndose el
uso de un agente de transferencia de calor (Dowtherm) para mantener la
temperatura de reacción en el intervalo deseado (350 ºC). Durante la reacción
se obtiene una conversión del propileno del 99 % y una selectividad molar de
cumeno/DIPB de 31:1. A la mezcla gaseosa reaccionante proveniente del reactor se
le reduce la presión hasta los 2,2 atm, y seguidamente es enfriada en un
intercambiador de tubo y coraza hasta los 65 ºC, obteniéndose una mezcla
bifásica vapor/líquido a la salida. El enfriador utiliza agua de enfriamiento
como agente de intercambio de calor. Esta mezcla bifásica es enviada posteriormente
hacia un tanque flash, donde se separan los gases de la porción líquida. Los
gases separados en este recipiente, ricos en propileno y propano, son venteados
a la atmósfera, aunque se recomienda utilizarlos como combustible para
incrementar el valor añadido de los subproductos que se obtienen en el proceso
de producción. La corriente líquida es enviada hacia la primera columna de
destilación (columna de benceno), donde el benceno y otros componentes ligeros
tales como el propileno y el propano remanentes son separados del cumeno y el DIPB.
La corriente del tope (101,7 ºC), rica en benceno es enfriada hasta 40 ºC por
medio de un intercambiador de calor de tubo y coraza, y recirculada al proceso,
mientras que la corriente del fondo (188,3 ºC) es enviada hacia la segunda
columna de destilación (columna de cumeno), en la cual se lleva a cabo la
purificación del cumeno, esto es, su separación del DIPB. En esta columna se
obtiene cumeno por el tope (177,6 ºC) con una pureza del 99,9 %, mientas que el
DIPB es obtenido por el fondo (283,7 ºC) y puede ser comercializado como
combustible. Debido a que las temperaturas de ebullición del propileno,
benceno, cumeno y DIPB varían considerablemente entre sí, las separaciones de
los componentes en las columnas de destilación se llevan a cabo fácil y
eficientemente.
Reacciones
que ocurren en el reactor
La
Tabla 2 muestra las reacciones que ocurren en el reactor, asi como también su
cinética de reacción [8], las cuales tienen lugar sobre un lecho fijo de
gránulos de catalizador a una temperatura de 350 ºC y presiones que oscilan
entre 25 – 32 atm en fase de vapor.
Tabla 2. Cinética de reacción en el
reactor.
|
Reacción |
Expresión de la velocidad de reacción |
Constantes de velocidad de reacción |
|
|
|
|
|
|
|
|
Donde la E está en
kcal/mol; la concentración en mol/L, temperatura en Kelvin y la velocidad de
reacción (r) en mol/(g cat.s)
Según
se puede observar en la Tabla 2, la energía de activación de la reacción del
cumeno (ecuación 1) es menor que la de formación del DIPB (ecuación 2). Por
tanto, a menor temperatura del reactor mayor será la selectividad de la
reacción del cumeno sobre la reacción del DIPB. Pero la menor temperatura de
reacción traerá consigo una menor conversión por parte de la reacción. Por
tanto deberá existir un compromiso entre la conversión por pase y la
selectividad, por lo que se selecciona una temperatura de reacción de 350 ºC
[22].
Figura 1. Diagrama de flujo del proceso de
producción de cumeno a partir de la alquilación del benceno con propileno.
Propiedades
el catalizador
Según
se describió con anterioridad, el catalizador empleado será ácido fosfórico
soportado sobre diatomita, el cual presenta las siguientes propiedades [22] (Tabla
3):
Tabla 3. Propiedades del catalizador
empleado.
|
Propiedad |
Valor |
|
Diámetro
de partícula (dp) |
3 mm |
|
Densidad de partícula (ρcat) |
1 600 kg/m3 |
|
Fracción hueca (ε) |
0,50 |
Características
del simulador ChemCAD®
El
simulador ChemCAD® es una herramienta poderosa y efectiva que
presenta una interfaz gráfica de fácil manejo, mediante la cual se puede llevar
a cabo la simulación de diferentes procesos e industrias tales como la
farmacéutica, petroquímica, producción de compuestos químicos y
biocombustibles, procesamiento de gases, entre otras. Posee una base datos de más
de 2000 compuestos químicos entre sólidos, líquidos, gases y electrolitos, así
como también varios modelos termodinámicos, tipos de equipamiento y unidades de
ingeniería, lo cual permite la simulación tanto de sistemas en estado
estacionario como dinámico. Puede ser empleada por los ingenieros para diseñar,
controlar y optimizar nuevos procesos y/o plantas químicas, realizar estudios
de sensibilidad, ejecutar balances de masa y energía, efectuar cálculos
económicos, asi como también llevar a cabo estudios de escalado, con el
objetivo de resolver problemas usualmente encontrados en las industrias, para
así incrementar su productividad y el rendimiento.
Modelo termodinámico empleado
De
acuerdo con los límites de temperaturas y presiones establecidas por el
proceso, así como también debido a las propiedades físico-químicas de las
compuestos químicos manejados, se escoge un modelo termodinámico del tipo
Peng-Soave-Redlich-Kwong (PSRK) con asociación en fase de vapor, el cual se
encuentra contenido en la base de datos de modelos termodinámicos del simulador
ChemCAD®. Vale destacar que el propio simulador ChemCAD®
propuso el empleo del modelo termodinámico PSRK considerando las
características del proceso productivo, mediante el uso de la opción “K-Value
Wizard”.
Estudio
de sensibilidad
Se
efectuó un estudio de sensibilidad para determinar la influencia de la presión
de operación del tanque flash sobre la cantidad a obtener de cumeno por la
corriente del fondo de este equipo, haciendo uso de la opción “Sensitivity
Study” contenida en el simulador ChemCAD®. Para ello se varió la conversión
fraccional entre 1 - 10 atm, manteniendo constante la temperatura de operación
de este equipo en 65 ºC.
Resultados
y discusión
Diagrama
de flujo del proceso de producción simulado en el ChemCAD®
La Figura 2 muestra
el diagrama de flujo obtenido una vez simulado el proceso productivo en el
simulador ChemCAD®.
Resultados
de las corrientes de proceso
La
Tabla 4 muestra los caudales másicos de cada una de las corrientes de entrada,
intermedias y finales involucradas en el proceso, así como también sus
temperaturas, presiones y fracción de vapor.
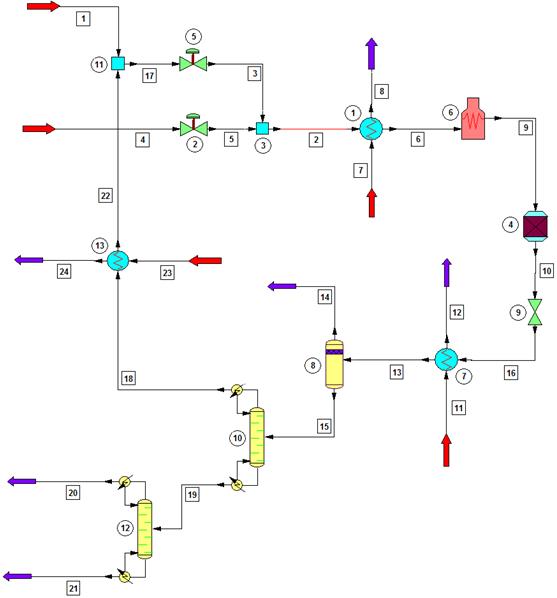
Figura 2. Diagrama de flujo del proceso
de producción de cumeno una vez simulado en el simulador ChemCAD®.
Tabla 4. Resultados obtenidos para las
principales corrientes de proceso.
|
Variable |
Número
de la corriente (referirse a la Fig. 2) |
||||
|
1 |
17 |
22 |
4 |
3 |
|
|
Temperatura (ºC) |
25,00 |
35,11 |
40,00 |
25,00 |
33,55 |
|
Presión (atm) |
1.3 |
1,28 |
1.9 |
1.3 |
31 |
|
Fracción de vapor |
0 |
0 |
0 |
0 |
0 |
|
Compuesto |
Caudal
[kg/h] |
||||
|
Propileno |
- |
412,38 |
412,38 |
6411,63 |
412,38 |
|
Benceno |
10545,39 |
30 296,60 |
19 751,21 |
- |
30 296,60 |
|
Cumeno |
- |
135,66 |
135,66 |
- |
135,66 |
|
Propano |
- |
434,39 |
434,39 |
337,45 |
434,39 |
|
DIPB |
- |
8,10x10-7 |
8,10x10-7 |
- |
- |
|
Total |
10545,39 |
31279,03 |
20733,64 |
6749,08 |
31279,03 |
|
|
|||||
|
Variable |
Número
de la corriente (referirse a la Fig. 2) |
||||
|
5 |
2 |
6 |
9 |
10 |
|
|
Temperatura (ºC) |
74,25 |
67,65 |
232 |
350 |
350 |
|
Presión (atm) |
31 |
31 |
30 |
29 |
28 |
|
Fracción de vapor |
1 |
0 |
1 |
1 |
1 |
|
Compuesto |
|
||||
|
Propileno |
6411,63 |
6 824,00 |
6 824,00 |
6 824,00 |
750,63 |
|
Benceno |
- |
30 296,6 |
30 296,6 |
30 296,6 |
20 274,19 |
|
Cumeno |
- |
135,66 |
135,66 |
135,66 |
13 584,27 |
|
Propano |
337,45 |
771,85 |
771,85 |
771,85 |
771,58 |
|
DIPB |
- |
8,10x10-7 |
8,10x10-7 |
8,10x10-7 |
2 631,40 |
|
Total |
6749,08 |
38028,11 |
38028,11 |
38028,11 |
38012,07 |
|
|
|||||
|
Variable |
Número
de la corriente (referirse a la Fig. 2) |
||||
|
16 |
13 |
14 |
15 |
18 |
|
|
Temperatura (ºC) |
331,37 |
65 |
65 |
65 |
102,7 |
|
Presión (atm) |
2,2 |
2 |
1,97 |
1,97 |
2 |
|
Fracción de vapor |
1 |
0,046 |
1 |
0 |
1 |
|
Compuesto |
|
||||
|
Propileno |
750,63 |
750,63 |
338,25 |
412,38 |
412,38 |
|
Benceno |
20 274,19 |
20 274,19 |
323,46 |
19 950,72 |
19 751,21 |
|
Cumeno |
13 584,27 |
13 584,27 |
18,43 |
13 565,83 |
135,66 |
|
Propano |
771,58 |
771,58 |
337,19 |
434,39 |
434,39 |
|
DIPB |
2 631,40 |
2 631,40 |
0,0267 |
2 631,37 |
8,10x10-7 |
|
Total |
38012.07 |
38012.07 |
1017,36 |
36994,69 |
20733,64 |
|
|
|||||
|
Variable |
Número
de la corriente (referirse a la Fig. 2) |
||||
|
19 |
20 |
21 |
|
|
|
|
Temperatura (ºC) |
188,70 |
177,63 |
283,76 |
|
|
|
Presión (atm) |
2,2 |
1,97 |
2,17 |
|
|
|
Fracción de vapor |
0 |
0 |
1,53x10-6 |
|
|
|
Compuesto |
|
||||
|
Propileno |
- |
- |
- |
|
|
|
Benceno |
199,51 |
165,17 |
34,34 |
|
|
|
Cumeno |
13 430,18 |
13 403,54 |
26,64 |
|
|
|
Propano |
- |
- |
- |
|
|
|
DIPB |
2631,37 |
26,53 |
2 604,84 |
|
|
|
Total |
16261,06 |
13595,24 |
2665,82 |
|
|
Como
bien se puede percibir en la Tabla 4, la corriente de salida del reactor (equipo
No.10 en la Fig. 2) contiene mayormente benceno (53,3 %) y cumeno (35,7 %). La
relación cumeno/DIPB en esta corriente es de 5:1 aproximadamente, mientras que
el 89,0 % del propileno que entró al reactor se convirtió en cumeno. A
continuación, en el tanque flash (No. 8), la corriente del tope de este equipo
contiene fundamentalmente propileno (33,2 %), benceno (31,7 %) y propano (33,1
%); mientras que la corriente del fondo trae consigo fundamentalmente benceno
(53,9 %) y cumeno (36,7 %), con pequeñas cantidades de DIPB (7,1 %), propano
(1,2 %) y propileno (1,1 %). En la columna de benceno (No. 10) se obtiene por
el tope una corriente compuesta mayormente por benceno (95,3%), la cual es
recirculada de vuelta al proceso. La corriente del fondo de este equipo, por su
parte, contiene esencialmente cumeno (82,6 %) y DIPB (16,2 %). Por último, la
corriente del tope de la columna de cumeno (No. 12) incluye mayormente cumeno
(13 403,54 kg/h) con una pureza del 98,6 %, con trazas de benceno (1,2 %) y
DIPB (0,2 %), la cual puede considerarse de aceptable considerando que este es
el producto final deseado por el proceso, mientras que la corriente del fondo
de esta columna contiene principalmente DIPB con un 99,7 % de pureza. De forma general,
la cantidad total de cumeno que se pierde por las corrientes del tope del
tanque flash y la del fondo de la columna de cumeno (sin incluir el reciclo) es
baja, alcanzando un valor de 45,07 kg/h, incrementando de esta manera el
rendimiento global del proceso.
Equipamiento
Intercambiadores
de calor
La
Figura 3 muestra el calor intercambiado (Q), la Media Logarítmica de la
Diferencia de Temperatura (MLDT) calculada, el área total de transferencia de
calor (A) y el caudal másico de servicio auxiliar demandado para cada uno de
los intercambiadores de calor utilizados en el proceso.
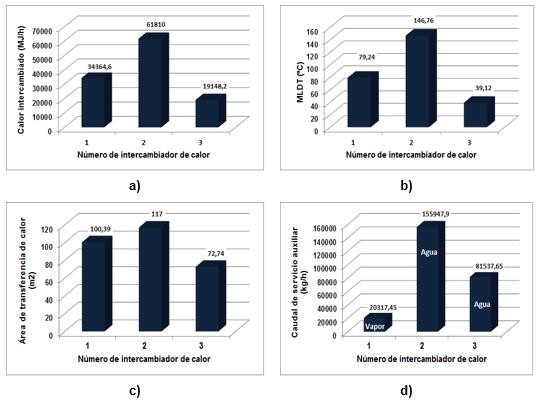
Figura 3. Resultados obtenidos para los
intercambiadores de calor. a) Calor intercambiado; b) MLDT; c) Área de
transferencia de calor requerida; d) Caudal de servicio auxiliar.
De
acuerdo con los resultados mostrados en la Figura 3, el segundo intercambiador
de calor (equipo No. 7 en la Fig. 2) es el que más calor intercambia (61 810
MJ/h), lo cual se debe fundamentalmente a que en este equipo es donde se le
reduce la temperatura de la mezcla gaseosa reaccionante de salida del reactor
desde 331 ºC hasta 65 ºC, es decir, presenta un ΔT elevado (266 ºC), lo cual
influye además en que sea el equipo que mayor MLDT posee (146,76 ºC), el de
mayor área de transferencia de calor requerida (117 m2), y el que
mayor caudal de servicio auxiliar necesita, con 155 947,9 kg/h de agua de
enfriamiento.
Curvas de calor
La
Figura 4 muestra las curvas de calor obtenidas para cada uno de los
intercambiadores de calor de tubo y coraza empleados en el proceso.
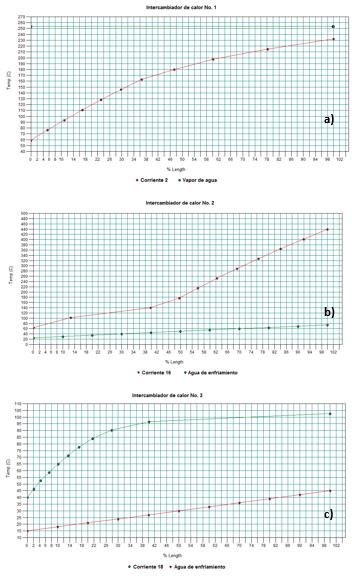
Figura 4. Curvas de calor de cada
intercambiador de calor de tubo y coraza utilizado en el proceso.
Según
los resultados descritos en la Figura 4, la curva de calor obtenida para el
intercambiador de calor No. 1 (equipo número 1 en la Figura 2) presenta un
comportamiento lineal creciente hasta un 36 % aproximadamente de la posición
del intercambiador de calor, en donde tiene lugar un punto de inflexión a una
temperatura de 162 ºC, lo cual representa la ocurrencia de un cambio de fase
(vaporización) de la mezcla líquida. A partir de ese punto, la curva de calor
muestra un comportamiento lineal creciente también hasta alcanzar la
temperatura final deseada (232 ºC).
Por
su parte, la curva de calor obtenida para el intercambiador de calor No. 2
(equipo número 7) presenta una tendencia lineal decreciente hasta alcanzar el
40 % de la longitud del intercambiador, en cuya posición manifiesta un punto de
inflexión que significa que existe un cambio de fase (condensación) de la mezcla
gaseosa de salida del reactor, a una temperatura de 140 ºC aproximadamente.
Por
último, la curva de calor obtenida para el tercer intercambiador de calor
(equipo No. 13) muestra una tendencia lineal decreciente hasta llegar al 40 %
de la longitud del intercambiador (temperatura de 96 ºC), en donde acontece un punto de inflexión que significa la
ocurrencia de un cambio de fase (condensación) de la mezcla gaseosa de salida
del tope de la columna de benceno. A partir de este punto la curva muestra una tendencia
curvada decreciente hasta llegar a la temperatura de enfriamiento deseada (40
ºC).
Columnas
de destilación
La
Tabla 5 expone los parámetros de diseño de ambas columnas de destilación
calculados por el simulador ChemCAD®.
Tabla 5. Parámetros de diseño calculados
por el simulador ChemCAD para ambas columnas de destilación.
|
Parámetro |
Valor |
|
Columna de benceno |
|
|
Carga de calor condensador
(MJ/h) |
-10678,8 |
|
Carga
de calor rehervidor (MJ/h) |
24330,6 |
|
Etapas mínimas |
17 |
|
Etapa de alimentación |
6 |
|
Relación de reflujo, mínima |
0,254 |
|
Relación de reflujo |
1,25 |
|
Columna de cumeno |
|
|
Carga de calor condensador
(MJ/h) |
-9498,61 |
|
Carga
de calor rehervidor (MJ/h) |
9938,67 |
|
Etapas mínimas |
15 |
|
Etapa de alimentación |
5 |
|
Relación de reflujo, mínima |
0,139 |
|
Relación de reflujo |
1,30 |
Tomando
en cuenta los resultados mostrados en la Tabla 5, la columna de benceno deberá
poseer un número total de platos o etapas mínimas de 17, siendo la etapa de
alimentación la número seis. Por su parte, la columna de cumeno deberá poseer
15 etapas como mínimo, siendo la cinco la etapa o plato de alimentación.
Resultados
del estudio de sensibilidad
La
Figura 5 describe los resultados del estudio de sensibilidad efectuado.
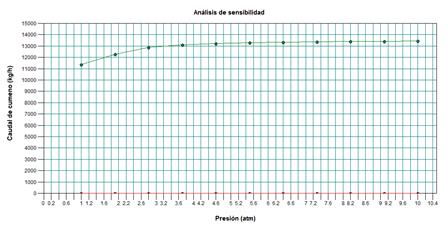
Figura 5. Resultados del estudio de
sensibilidad efectuado.
Según
se puede observar en la Figura 5, la cantidad de cumeno a obtener por la
corriente de fondo del tanque flash se incrementa de forma constante hasta los
6,4 atm aproximadamente, para luego presentar un comportamiento estacionario a
partir de este valor de presión. Debido a esto se aconseja operar el tanque
flash a una presión de 7 atm para obtener el rendimiento máximo posible de
cumeno.
Conclusiones
- El empleo del simulador ChemCAD®
permitió llevar a cabo la simulación exitosa del proceso de producción de
cumeno a partir de la alquilación del benceno con propileno.
- Se obtiene cumeno por la corriente
del tope de la columna de destilación No. 2 (columna de cumeno) con un
caudal de 13 403,54 kg/h y una pureza del 98,6 %, lo cual puede
considerarse de aceptable.
- Las curvas de calor obtenidas de
cada intercambiador de calor permiten conocer y analizar el perfil de
temperatura seguido por cada corriente en dependencia de la longitud del
equipo.
- El intercambiador de calor No. 2
presenta la mayor carga calórica (61 810 MJ/h), el mayor valor de MLDT
(146,76 ºC), la mayor área de transferencia de calor requerida (117 m2)
y el mayor caudal de servicio auxiliar necesario (155 947,9 kg/h de agua
de enfriamiento), lo cual se debe a que es el intercambiador que mayor ΔT
presenta (266 ºC).
- Se recomienda operar el tanque
flash a una presión de 7 atm para maximizar la cantidad de cumeno a
obtener por la corriente del fondo de este equipo.
Referencias
1.
Speight,
J. Chemical and process design handbook.
McGraw-Hill,
New York, p. 2.183 – 2.184. 2002.
7.
Luyben,
W. L. Design and Control of the Cumene
Process. Ind. Eng. Chem. Res., 49:
p. 719–734. 2010.
13. Eliasson, J. Design of an Plant for Manufacturing of
Acetaldehyde. Lund, Sweden: Department of Chemical Engineering, Lund
University.
P. 12-37. 2010.
17.
Wyczesany, A. Simulation of N-Propanol Dehydration Process via Heterogeneous
Azeotropic Distillation Using the NRTL Equation. Chemical and Process
Engineering, 38(1): p. 163-175. 2017.
20. Chemstations. (2002). ChemCAD®
(Version 5.2.0). Wesel, Germany.